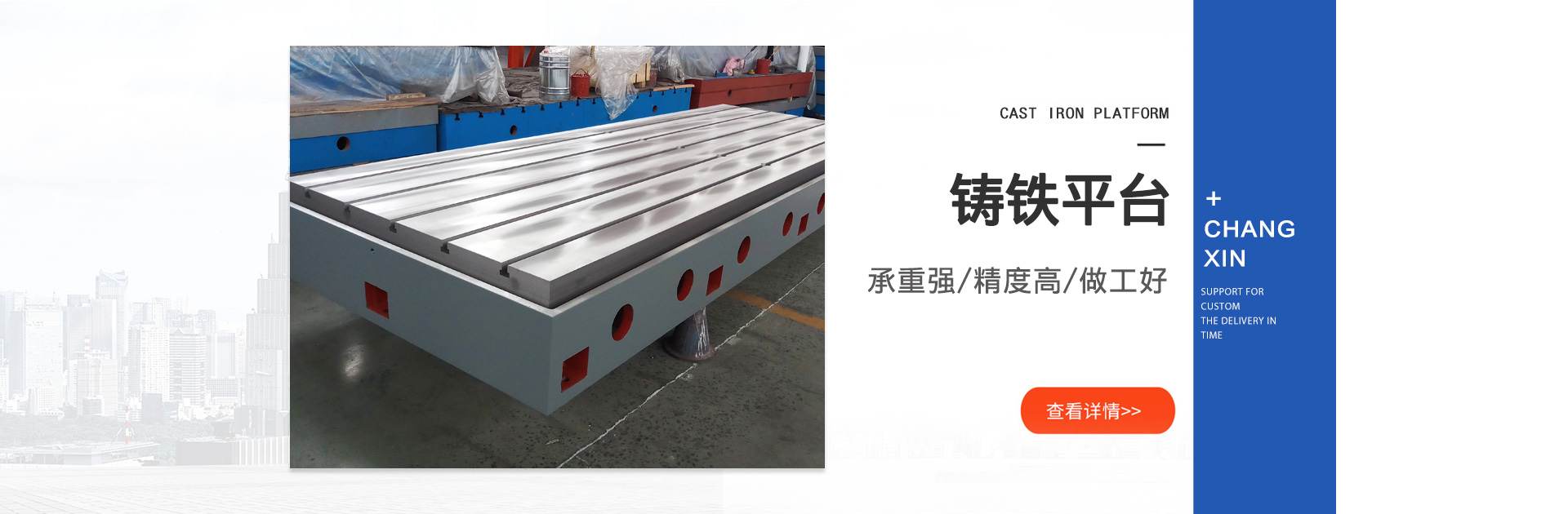


铸铁平台的检验标准和调试方法
发布时间:2019-10-23 作者:昌新量具 来源:昌新量具 点击:3940
铸铁平台的检验标准:用涂色法检验。0级1级平板平台在每边为25㎜平方的范围内不少于25点。2级平板平台在每边为25㎜平方的范围内不少于20点。3级平板平台在每边为25㎜平方的范围内不少于12点。铸铁检验平台工作表面不应有锈迹、划痕、碰伤及其他影响使用的外观缺陷。工作表面不应有砂孔、气孔、裂纹、夹渣及缩松等铸造缺陷。各种铸造表面应 型砂、且表面平整,涂漆牢固。各棱边应修钝。铸铁检验平台在精度等级低于”00″级的平台工作面上,对于直径小于15mm的砂孔允许用相同的材料堵塞,其硬度应低于周围材料的硬度。在工作面上堵塞的部位应不多于四处,其相互之间的距离应不小于80mm。
铸铁平台调试方法:
1.将平台平放于地面,手感调整四角稳定性,微调活动地脚,直到稳定。
2.将平板放置在支架上,调整其支点位置,尽量接近中心对称。
3.初调各支脚,使各支点均匀受力。
4.用水平测量仪器(水平尺或电子水平仪)检测平板水平状况、微调相关支点,直到符合水平位置。
5.初调合格后,静置12小时后,进行复制,如不合格需进行再次调整,如合格方可使用。
6.使用后根据实际实地环境周期性检测维护。
试验用铸铁平台系列形状结构各式各样,不尽相同,基本上就是使用者设计定做,使用者对她的称谓也不尽相同,比如:试验平台、试验台底板、铁底板、铁地板、试验台铁底板、试验台铁地板、试验台底座、试验台架底座、台架试验底板等等,试验项目也很多,如振动试验、跑合试验、拉力试验、疲劳寿命试验、静载试验、动载试验、电机试验平台等,材料基本就是HT250高强度铸铁,然后由精密机床或者数控龙门铣床进行加工,对T型槽、定位孔、销孔要求精度较高,加工比较复杂,难度系数较高。
铸铁平台机床垫板、模具垫板、发动机测功机试验台、发动机、内燃机试验台、铸铁基座板、台架、落地镗铣床辅助平台、各类动力机械试验台产品,组装平台和焊接平台,组合拼装T型槽平板,检验、划线装配、铆焊、工装用平板,镗铣床等工作台,三座标仪平板,模具垫板,实验室基础平板,槽铁(地轨)垫箱。平板制成筋板式和箱体式,工作面有长方形、正方形或圆形。工作面采用刮削工艺,工作面上可加工V形、T形、U形槽和圆孔、长孔等。材质为(HT200~300). 经过两次时效处理(人工时效及自然时效2~3年).使该产品的精度稳定而抗磨性好.
铸铁平台用于检查零件的尺寸精度或形位偏差,并作划线,适用于各种检验工作,高精度测量的基准平面。检验平台在使用时要*行安装调试,然后把检验平台的工作面清理干净,在确认没有问题的情况下使用,使用过程中,要注意避免工件和平板的工作面有过激的碰撞,防止损坏检验平台的工作面;工件的重量不能超过检验平台的额定载荷,否则会造成工作质量降低,损坏平板的结构,甚至会造成平板变形,使之无法使用。
- 上一篇:影响大型机床铸件质量的因素有哪些
- 下一篇:没有了!