核心区别集中在结构设计、通用性和适用场景上 —— 传统焊接平台侧重 “固定基准 + 强刚性”,三维柔性焊接平台侧重 “模块化 + 多向适配”
| 对比维度 | 传统焊接平台 | 三维柔性焊接平台 |
|---|---|---|
| 结构设计 | 整体铸造,工作面为 T 型槽或纯平面,结构固定 | 模块化拼接(台面 + 夹具模块),主面 / 侧面均有定位孔,支持五向扩展 |
| 材质与刚性 | 多为 HT200-300 铸铁,阻尼性好,刚性极强(承载 5 吨挠度≤0.03mm) | 铸铁或铝合金台面,刚性达标但略逊于传统,侧重轻量化和组装灵活性 |
| 通用性 | 适配单一类型或固定规格工件,换产需重新设计夹具 | 模块化夹具可快速组合,支持多品种、小批量工件,换产时间缩短 60% 以上 |
| 精度特性 | 平面度精度更高(0 级可达 0.02mm/m),适合高精度焊接 / 检测 | 平面度≤0.05mm/m,重复定位精度 ±0.05mm,满足多数精密焊接需求 |
| 适用场景 | 大批量、标准化工件(如汽车底盘、固定规格钢结构) | 多品种小批量、复杂异形件(如工程机械臂架、定制化设备组件) |
| 成本与维护 | 采购成本中低,维护简单(仅需防锈、校准) | 采购成本偏高,模块需定期检查连接精度,更换成本可控 |
一、核心属性:本质定位不一样
传统焊接平台就像 “固定款工作台”—— 专门针对一种或两种固定规格的工件设计,核心是 “稳”,只要不换工件,能一直提供稳定的支撑,保证焊接精度。
三维柔性焊接平台更像 “万能可调工作台”—— 核心是 “灵活”,不管工件尺寸、形状怎么变,都能通过调整部件适配,适合经常换不同工件焊接的场景。
二、结构设计不同,用法也不同
1. 主体结构
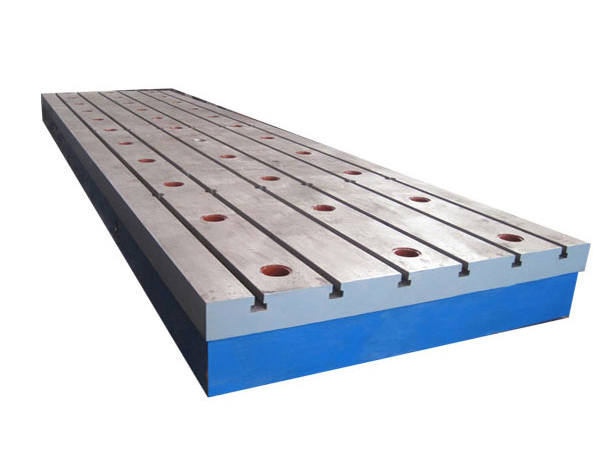
传统焊接平台是整体铸造成型,没法拆开;底部有加强筋(就像桌子腿加了横撑),特别结实。比如常见的 2 米 ×3 米的平台,放 5 吨重的工件,变形特别小,几乎看不出来。它的台面大多是平的,其工作面仅支持 “单向使用”,或者T型槽间距固定,夹具需直接通过焊接或螺栓固定在 T 型槽内,位置无法灵活调整。
三维柔性焊接平台是 “拼乐高式的组合件”:由台面、支撑腿、夹具模块三部分组成,能拆能装;台面和侧面均分布着密集的定位孔,孔径常见 16mm 或 20mm,孔距统一为 50mm,凭借这种设计可实现 “五向扩展”——从上下左右前后五个方向调整。夹具通过定位销与台面孔连接,能快速拆装组合,比如更换工件时,夹具调整时间可从传统平台的 30 分钟缩短至 5-8 分钟。
2. 固定工件的夹具适配方式
传统焊接平台的夹具与平台呈 “固定绑定” 关系,一旦需要换产(即切换焊接不同规格的工件),就必须重新设计、加工专用夹具,适配成本较高,单次夹具定制费用通常在 2000-5000 元。而三维柔性焊接平台的夹具具备 “模块化通用” 特性,同一套夹具模块(如角座、支撑块、压紧器等)可适配多种不同尺寸的工件,通用率能达到 80% 以上,无需为每种工件重复定制夹具。
三、实际应用中的差异
1. 精度特性
传统焊接平台的核心精度优势在 “平面度”,其中 0 级精度平台的平面度≤0.02mm/m,1 级精度≤0.04mm/m,且更侧重 “绝对平面度”,精度稳定性强,甚至可作为检测基准(比如配合三坐标测量机开展精度检测);不过长期使用后,若台面精度受损,需对整体进行研磨修复,修复后粗糙度需达到 Ra1.6μm。
三维柔性焊接平台的常规平面度≤0.05mm/m,高端型号可达到≤0.03mm/m,它更侧重 “重复定位精度”,多次拆装夹具后,误差仍能稳定控制在 ±0.05mm 以内;若出现精度问题,无需修复整个台面,仅需更换磨损的单个夹具模块即可,维护更便捷。
2. 通用性与效率
传统焊接平台的通用性较弱,通常仅能适配 1-2 种固定规格的工件,换产时需对平台进行整体调整,甚至直接更换平台,导致换产周期较长,一般需要 1-2 天。三维柔性焊接平台的通用性极强,支持多品种工件切换,比如同一平台可先后焊接发动机支架、变速箱壳体、底盘横梁等不同部件,换产周期能控制在 1 小时以内,非常适合小批量、多品种的生产模式。
3. 刚性与承载
传统焊接平台的刚性更强,因采用铸铁材质(密度 7.2g/cm³),不仅能满足常规承载需求,还可定制百吨级的超大型平台 —— 例如 5000×8000mm 规格的平台,承载能力可达 50 吨,适合重型工件焊接,比如大型钢结构件,变形很小。
三维柔性平台 “偏灵活”:则更侧重 “轻量化 + 灵活性”,常规承载范围为 5-20 吨,不适合超重型工件的焊接作业。
四、该怎么选?看生产需求
从生产批量来看,若需开展大批量、单一规格的焊接作业(如每日产量≥500 件的汽车底盘),优先选择传统焊接平台;若为小批量、多品种生产(如每日换产 3-5 次的工程机械配件),则三维柔性焊接平台更适配。
从工件特性来看,传统焊接平台适合规则形状、固定尺寸的工件(如标准钢板、圆柱件);三维柔性焊接平台则能应对复杂异形件、尺寸多变的工件(如机器人关节、定制化机架)。
从精度需求来看,若对焊接公差要求极高(如焊接间隙≤0.05mm 的精密仪器部件),传统焊接平台的绝对精度更能满足需求;若仅需常规工业公差(如焊接间隙≤0.1mm 的通用结构件),三维柔性焊接平台的重复定位精度已足够。
从生产模式来看,固定生产线(长期不换产)更适合搭配传统焊接平台;
柔性生产线(生产线经常改,要定制化生产各种产品)则需选择三维柔性焊接平台。